
A facilities manager usually notices a bad glass mark too late. The panel still works, the cabinet still closes, the asset is still in service, but the etched ID has gone milky, patchy, or unreadable after cleaning, chemical exposure, or routine handling. At that point, the problem isn't decorative. It's operational.
That's why glass engraving techniques have to be judged by a different standard in industrial settings. The questions are simple. Will the mark stay legible. Will staff read it quickly. Will it still make sense after cleaning cycles, abrasion, weather, and years of use.
Why Your Choice of Glass Engraving Technique Matters
On a production floor, a faded mark on glass can slow maintenance, confuse asset identification, and create avoidable risk during inspections. In healthcare and infrastructure settings, the potential consequences are more significant. If a panel label, warning mark, or equipment identifier can't be read clearly, the issue moves from inconvenience to compliance exposure.
Glass is also unforgiving. A poor process choice can leave you with a mark that looks acceptable on day one and performs badly after service starts. Thin glass can crack. Curved glass can engrave unevenly. Frosted marks can lose contrast depending on lighting, background, and viewing angle. Deep marks can improve tactile permanence but raise handling time and unit cost.
The shift from craft to industrial marking
Glass engraving has deep historical roots, but the industrial mindset around it is much newer. The transition from traditional wheel-based methods to modern laser systems in Australia began in the late 1950s and, by 2018, laser engraving had become a standard for industrial output, meeting the growing need for precision and repeatability in asset labelling and compliance marking, as documented in this history of glass engraving technology.
That shift matters because industrial buyers aren't commissioning one-off decorative pieces. They're specifying repeatable marks across batches, sites, and maintenance cycles.
On the workshop floor, the best-looking mark at handover isn't always the best mark after two years in service.
For buyers who need practical help rather than hobby advice, Evright Industrial's glass engraving service shows how this work is typically handled in an Australian industrial context. It sits within the broader evright.com group and applies precision engraving methods to asset labels, signage, plaques, and identification work where consistency matters more than novelty.
What usually goes wrong
The most common mistakes aren't complicated. They're specification mistakes.
- Wrong finish for the environment: A light frosted mark can look clean indoors, then become hard to read under glare or against a pale background.
- Wrong process for the substrate: Delicate or curved pieces often fail when heat input, fixturing, or focal consistency isn't controlled.
- Wrong durability assumption: Some buyers treat all permanent marking methods as equal. They aren't.
- Wrong cost focus: Chasing the cheapest unit price often creates rework, replacement, and downtime later.
A facilities manager usually doesn't need every possible glass process. They need the one that stays readable, suits the part geometry, and holds up under real use.
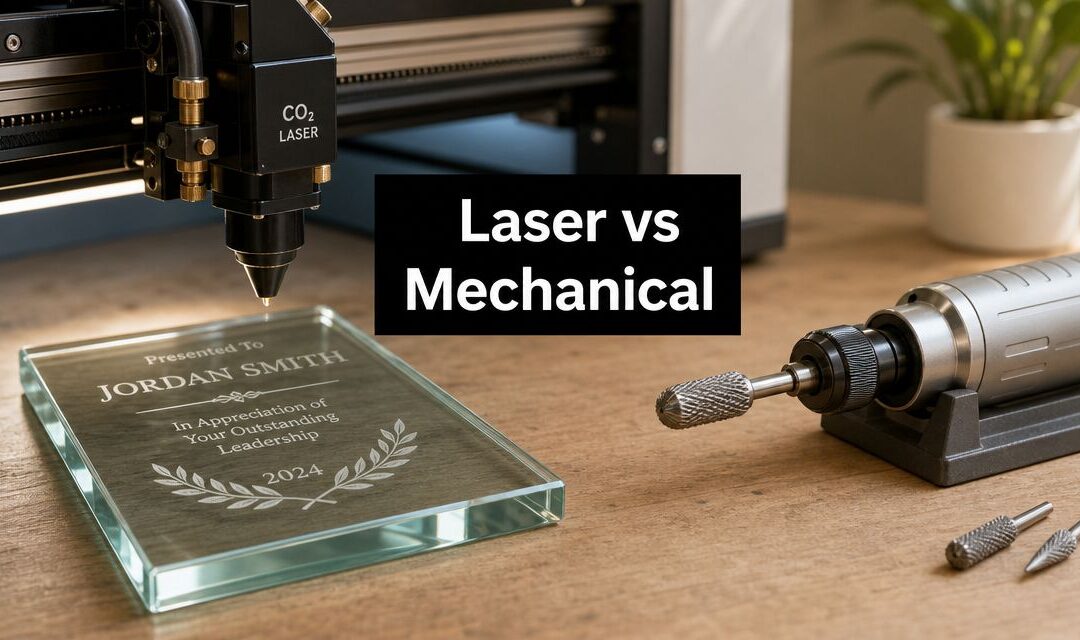
The Two Core Approaches to Engraving Glass
All glass engraving techniques reduce to two process families. Thermal engraving changes the surface with heat. Mechanical engraving removes material by force and abrasion. If you understand that split, most of the practical trade-offs become obvious.

Thermal engraving
Laser engraving belongs here. The beam heats the surface rapidly and creates a frosted mark through controlled micro-fracturing rather than deep cutting. On glass, that usually means a matte white or pale etched appearance rather than a sharply carved groove.
In practice, thermal methods are attractive when you need clean digital repeatability, small text, logos, serial layouts, or photo-style imaging. They're also useful when contact with the glass should be minimised.
The weakness is equally practical. Heat has to go somewhere. If energy density is too high, glass can chip, craze, roughen, or crack. Thin and curved parts demand more discipline than flat, thick sheets.
Mechanical engraving
Mechanical methods remove material directly. Britannica notes that the most common engraving method is incising glass with a rapidly spinning copper wheel fed with abrasives, while diamond scribing and stipple engraving remain specialist techniques, as described in Britannica's overview of engraved glass. In modern workshop terms, that lineage carries into rotary diamond-bit work and related abrasive methods.
This family includes two distinct practical options:
- Sandblasting: Abrasive media strikes exposed glass through a mask and creates a frosted finish, often with more depth than a laser surface mark.
- Rotary tool engraving: A diamond burr or similar tool grinds the glass directly and can produce clear, tactile lines and controlled local detail.
Why this distinction matters on the job
Think of the difference this way. Thermal engraving stresses the surface to create a visible effect. Mechanical engraving physically cuts or grinds the surface away. That difference affects almost everything you care about:
- Finish appearance: Laser tends toward frosted contrast. Rotary engraving can create a clearer, cut line.
- Depth: Mechanical methods are better when depth is part of durability or legibility.
- Fragility risk: Thermal processes raise thermal shock concerns. Mechanical processes raise chipping and contact-risk concerns.
- Throughput: Digital laser workflows often suit repeat production. Mechanical work can be slower where depth and refinement are required.
A frosted mark and a carved mark can both be permanent, but they don't behave the same way once cleaners, abrasion, and handling enter the picture.
If you're choosing between methods for industrial use, start with the mark you need after service exposure, not the effect you like on a sample.
Laser Engraving Glass with Trotec Precision
When buyers ask for fine detail on glass, laser is usually the first serious option to assess. In industrial work, that normally means a CO2 laser process producing a frosted surface mark with high positional accuracy and strong repeatability across batches.

Trotec Laser systems are widely recognised in this category because they suit production workflows where layout control, repeat jobs, and consistent machine behaviour matter. For industrial labels, commemorative glass, branded panels, and short-run customised work, that matters more than novelty features.
What the laser is actually doing
A laser doesn't carve glass the way a cutter does. It creates a surface effect by heating the material fast enough to form controlled micro-fractures. The result is the familiar matte, frosted appearance.
That gives you clear advantages with:
- Fine typography
- Detailed logos
- Photo-style artwork
- Repeat jobs across multiple identical items
- Minimal physical contact with the substrate
It also explains why laser marks on glass need careful process control. When operators push power too hard, the finish gets rougher and the risk of cracking rises.
Process settings that matter
The biggest failure mode is thermal shock. Trotec advises using a damp paper towel on the glass to help dissipate heat and reduce roughness. The same guidance recommends turning Air Assist off, using grayscale around 70% black, and setting resolution to 500 dpi or higher for detailed photo engraving, as shown in Trotec's glass engraving guidance.
That advice reflects what works in practice. Lower heat concentration and better thermal diffusion usually produce a cleaner surface and fewer micro-fractures.
A practical laser setup rule
- Start light: Use lower power and higher speed rather than trying to force a heavy mark in one aggressive pass.
- Test first: Run a matrix on offcuts or matching blanks before production.
- Manage heat: Use the damp-paper method where suitable and avoid airflow that dries the towel too quickly.
- Watch curvature: Bottles, tumblers, and handled drinkware need stable rotary setup and consistent focus.
- Don't confuse visibility with depth: A bright frosted mark can look strong under one lighting condition and weaker under another.
For businesses that outsource rather than run their own equipment, the engraving team at Evright Industrial is one example of a local provider working with these kinds of precision laser workflows on custom and industrial jobs.
A machine in action also shows the process better than a paragraph can:
Where laser works well, and where it doesn't
Laser is strong when you need speed, layout fidelity, and repeatability on flat stock or well-supported curved items. It's often the right answer for branded glass, asset identification layouts, serial marking, and detailed graphics.
It's weaker when the job demands a deep, tactile groove or when the service environment will punish a low-depth frosted mark. In those cases, the laser may still be viable, but only if readability after service exposure has been tested rather than assumed.
Workshop note: If the mark has to stay readable after repeated cleaning and handling, judge the sample under the same lighting and background it will see in service.
Mechanical Engraving for Unmatched Depth and Clarity
Mechanical engraving earns its place when surface frost isn't enough. If you need a mark you can feel with a fingernail, or a line that holds definition through handling and cleaning, rotary diamond work is often the better fit.
The key difference is simple. Mechanical engraving removes glass. It doesn't just stress the surface. That usually produces a cleaner cut line, more tactile depth, and a different kind of legibility.
How rotary diamond-bit work behaves
In rotary engraving, the burr grinds the surface away. Pressure, angle, tool shape, and pass sequence matter more than brute force. Heavy-handed work causes chipping. Controlled work gives you edge quality.
Best practice for rotary diamond-bit engraving involves a multi-pass approach: starting with small spherical burrs around 2 to 2.5 mm for clean outlines with light pressure, then using larger burrs to fill areas and refine edges for maximum clarity and minimal chipping, as described in this practical guide to glass engraving with diamond burrs.
Why depth changes the buying decision
A deeper mark isn't automatically better. It takes more time, more operator control, and more care. But there are jobs where that trade-off pays for itself.
Mechanical engraving is often the stronger option when you need:
- Tactile permanence: The mark remains identifiable by feel as well as sight.
- High edge clarity: Short text and symbols can look cleaner than a light frosted laser effect.
- Localised control on small parts: Operators can work specific zones with precision.
- A different finish character: Cut lines reflect light differently from frosted laser marks.
Where buyers often choose it
For industrial labels on glass-covered devices, memorial plaques, selected donor recognition pieces, and specialty items exposed to frequent wiping, a carved mark can outperform a lighter laser frost in readability.
That doesn't make it the universal winner. Rotary work is slower, more operator-dependent, and less attractive for high-volume layouts packed with fine raster detail. If the job is hundreds of identical logo marks on flat glass, laser usually wins the production argument. If the job is a limited run where tactile depth matters, mechanical often justifies the extra handling.
Sandblasting and acid etching belong in the wider conversation, but they aren't interchangeable with rotary diamond work. Sandblasting is masked abrasive removal. Etching paste creates a matte finish rather than true engraving.
That distinction matters when durability, production control, and line sharpness are part of the specification.
Comparing Glass Engraving Techniques at a Glance
A facilities manager rarely chooses a process in the abstract. The decision usually comes down to reading conditions, cleaning regime, substrate shape, quantity, and whether the mark must survive as a compliance identifier rather than a decorative finish.
The table below keeps the comparison practical.
Laser vs Mechanical Glass Engraving Comparison
| Criterion | Laser Engraving (Trotec CO2) | Mechanical Engraving (Rotary Diamond) |
|---|---|---|
| Mark type | Frosted surface mark created by thermal micro-fracturing | Cut or ground mark created by direct material removal |
| Visual effect | Matte, pale, high-detail finish | Clearer, more carved line with tactile presence |
| Depth | Usually shallow | Greater controllable depth |
| Fine graphic detail | Strong for logos, small text, photo-style work | Better for line work than dense raster-style graphics |
| Durability in handling | Permanent, but readability depends on contrast and surface condition | Permanent, with depth often helping legibility after wear |
| Risk factor | Thermal shock must be controlled, especially on thin or curved glass | Chipping and tool-contact damage must be controlled |
| Speed for repeat batches | Strong for production repetition and digital consistency | Slower where multiple passes and edge refinement are needed |
| Curved items | Possible with rotary attachments and careful focus control | Possible, but setup and manual control are critical |
| Flat panels | Well suited | Well suited, especially when deeper marks are required |
| Best fit | High-detail frosted marks, repeatable layouts, branded or identification graphics | Tactile, deeper, highly legible marks where surface wear is a concern |
The trade-offs that matter most
If your priority is repeatable detail, laser has the cleaner workflow. If your priority is depth and tactile clarity, mechanical has the edge.
If your priority is unit speed across repeated layouts, laser is usually easier to standardise. If your priority is holding legibility after service wear, mechanical deserves serious consideration.
A lot of poor outcomes come from using a decorative mindset for an industrial marking problem. The buying question isn't “Which technique looks nicer?” It's “Which mark will still be readable in the actual environment?”
One more point on cost
Cost isn't just setup time or unit rate. It includes failed blanks, inspection rejects, replacement jobs, and the labour involved when a mark has to be redone because it didn't suit the environment.
For that reason, the cheapest method on paper can become the expensive one in service. On glass, process fit matters more than initial optimism.
Selecting the Right Technique for Your Industrial Application
Most industrial buyers don't need a lecture on glass decoration. They need a selection rule they can use. Start with the service environment, then work backward to the marking method.

A key consideration for industrial users is selecting a technique based on its ability to survive abrasion, chemicals, and UV exposure. Most guides explain how to engrave, but fail to address how to specify a technique against a duty-of-care or asset-traceability requirement common in Australian industrial settings, as noted in this guide to engraving technique selection.
Use this decision logic
Choose laser when
Laser is usually the right fit if the job needs clean digital repeatability, fine logos, serial layouts, or controlled branding across multiple matching parts. It also suits jobs where physical tool contact is a concern and the mark doesn't need pronounced depth.
Examples include:
- Asset identification on flat glass panels
- Branded presentation pieces
- Detailed graphics on controlled production runs
- Curved glass items where rotary laser support can maintain focus
Choose mechanical when
Mechanical engraving is the stronger call if the mark must remain legible under rougher handling, repeated wiping, or lower-contrast viewing conditions. It's also useful where a tactile groove is part of the requirement.
Typical use cases include:
- Compliance identifiers that must remain distinct after cleaning
- Specialty plaques where line clarity matters more than raster detail
- Glass components with short text that needs crisp edge definition
- Situations where a shallow frost may not read strongly enough
When glass may be the wrong substrate
This is the part many articles skip. Sometimes the correct answer isn't a different engraving method. It's a different material.
If the label has to survive harsh abrasion, repeated chemical attack, outdoor exposure, repainting, or long-term low-light reading, you may be better off specifying a metal or polymer asset plate rather than engraving directly into glass. That isn't a failure of glass engraving. It's proper specification.
Specification rule: If readability after service exposure is more important than visual integration with the glass itself, test an alternative substrate before you commit.
For Australian industrial buyers needing a supplier that works in asset marking and engraved identification more broadly, industrial engraving services in Australia provide a useful reference point for what can be handled across materials and applications.
Questions to settle before approval
- What cleaning chemicals will the mark face
- Will the mark be read under glare, backlighting, or outdoor light
- Is tactile depth desirable or irrelevant
- Is the part flat, curved, thin, or tempered
- Will the job repeat in batches
- Is the glass itself the right place for the compliance information
If you answer those questions first, the process choice usually narrows quickly.
Frequently Asked Questions about Glass Engraving
Can thin glass be engraved without cracking
Yes, but the process has to manage thermal shock properly. Newer laser workflows address this with lower power and higher speed settings, rotary attachments for consistent focal distance, and wet-paper methods to diffuse heat and reduce microfractures, as described in this guide to preventing cracking in glass laser engraving.
Is laser better than acid etching for industrial labels
Usually, yes. Acid etching creates a matte finish rather than true engraved depth. For industrial identification, buyers generally need better repeatability, cleaner workflow control, and clearer specification around durability.
Can you engrave bottles and curved glass consistently
Yes, but consistency depends on setup. Rotary support, correct orientation, stable clamping, and controlled focal distance matter more on curved work than on flat sheets.
Which method is easier to read after repeated cleaning
That depends on the mark design and environment, but deeper mechanical marks often hold readability better where surface contrast becomes an issue. Laser can still perform well if the frosted mark has enough visual contrast in service.
Is sandblasting the same as mechanical rotary engraving
No. Both are mechanical in the broad sense, but they behave differently. Sandblasting uses masked abrasive media. Rotary engraving removes material locally with a burr, which gives more direct control over line shape and refinement.
If you're weighing glass engraving techniques for labels, plaques, safety marking, or custom industrial work, Evright Industrial can help assess the substrate, mark style, and production method before you commit to a process. That's often the step that prevents expensive rework later.
Recent Comments